Basic process
Grasping the actual production flow is the fastest way to understand the design rules.
The two mainstream “double-shot” injection molding processes today differ between one-shot and double-shot molding.
One-shot molding is mainly used for open-character legends and keycaps produced in large volumes. Commonly seen translucent keycaps on mass-produced keyboards are produced using one-shot molding, with equipment being double-shot injection molding machines.
Advantages:
• Fast production speed
• Low production cost, suitable for automated operations
Disadvantages:
• High cost for adding custom legends or keys
•Poor production flexibility, such as when using multiple colors
• Closed-character (sub-surface) legends require complex molds; many manufacturers have poor solutions for closed characters, often damaging the cross-post structure
•High mold costs
Double-shot molding typically starts on a horizontal press that injects the legend (or shell) in a first shot. Operators then hand-load these parts into a vertical press for the second shot that forms the remaining body.
Advantages:
• Low cost for adding custom legends or keys
• High flexibility—multiple colors are easy to handle
Disadvantages:
• Labor-intensive: parts must be manually moved from the first press to the second
• More molds are needed, raising the cost of prototyping (double-shot usually use small molds)
Of course, many manufacturers also use hybrid processes—using one-shot molding for standard areas and double -shot molding for closed characters and novelties.
Material Options
• PBT – non-transparent
• PC – transparen or solid colors
• Glitter (gold or silver flakes) can be added to transparent resins; various colored specks can be mixed into solid resins.
One image to summarize the difficulty of manufacturing double-shot keycap designs.
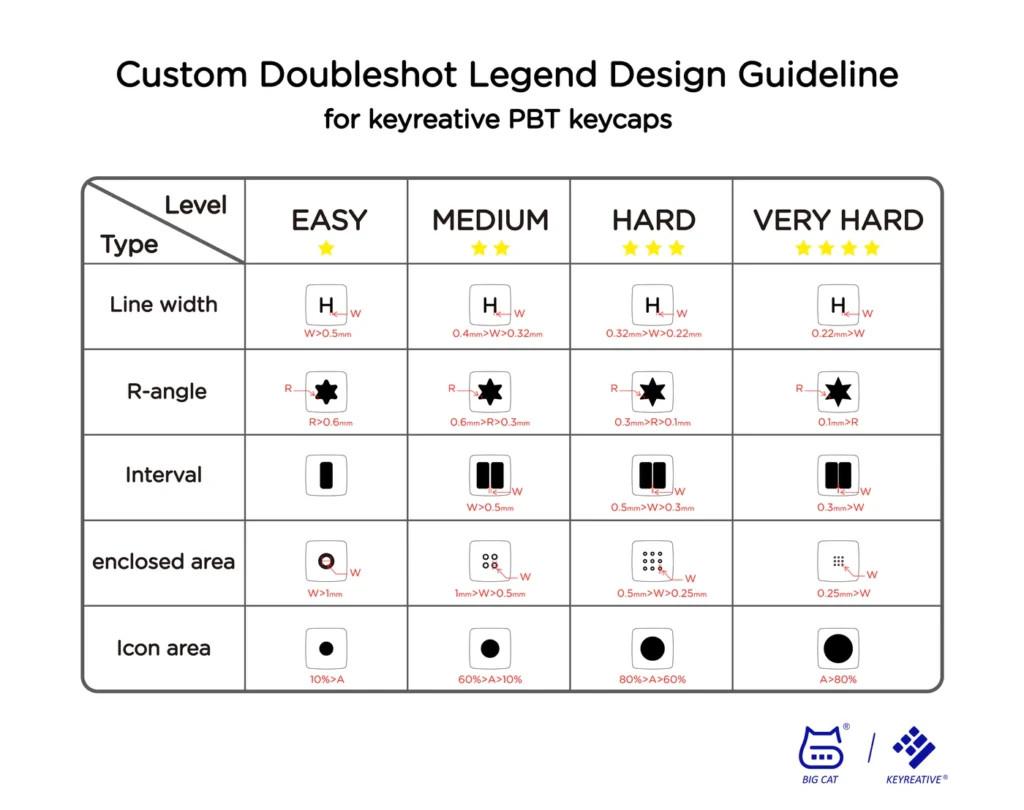
summary
• Avoid sharp 90° angles and pointed corners; they are moldable but strongly disfavored in injection molding.
• Keep line widths and spacing between elements ≥ 0.3 mm.
• All internal and external radii (R) should be ≥ 0.3 mm.
• Keep graphics well away from the keycap edge.
font
• For closed characters such as the lowercase “e”, “g”, and “a”, ensure the enclosed counters have an internal angle ≥ 0.3 mm and a minimum diameter ≥ 0.3 mm.
• If the set will be sold in European markets, confirm that the typeface includes the necessary regional diacritics and special letters.
• Verify that the font provides a complete set of punctuation marks—some fonts only cover letters and digits.
• Confirm licensing and copyright clearance.
Injection-molded colors cover a wider gamut than dye-sublimation, but the more colors you use, the higher the cost.
• Some vendors can handle three-shot (or even more) injection.
• Virtually every Pantone shade can be matched in resin.
• Glow-in-the-dark compounds work.
• Keyreative combines two-shot molding with dye-sublimation.
• Color deviation is smaller and more consistent.
• Thanks to ongoing technological advances, lower MOQ now reduce risk for designers and studios.
• The creative freedom of dye-sublimation remains unmatched by traditional double-shot processes.