Basic process
Grasping the actual production flow is the fastest way to understand the design rules.
Dye-sublimation is a “print-then-transfer” technology—identical in principle to the processes used for custom mouse pads, T-shirts, phone cases, etc. Publicly available information can be summarized in two steps:
- A piezoelectric inkjet printer (almost always an Epson) prints sublimation inks onto sublimation paper or PET.
- A heat press or vacuum transfer machine applies high temperature and pressure to migrate the dyes into the final product.
What sets keycaps apart from conventional products is that, throughout the industry’s development, they continue to be evaluated against the legacy standards of traditional manufacturing techniques—such as laser engraving, screen printing, or double-shot molding. As a result, there are stricter requirements for the post-transfer positioning, color accuracy, and consistency. For manufacturers, this poses a significant challenge in controlling the entire production process—such as ensuring the stability of the printing output, as well as the design of jigs and equipment.
Process classification
Heat-press method : used for single-face (front-only)—Top dye-sub.
Advantages:
- Fast production speed : 20–60 seconds.
- High transfer efficiency :Uses mature sublimation transfer paper with reliable performance.
- Precise positioning :Ensures accurate pattern placement
Disadvantages:
- High keycap material requirements– Any burrs, shrinkage, or surface defects on the keycap can cause printing issues.
- High cost of custom fixtures– The required heat press molds are structurally complex, requiring consideration of thermal expansion, deformation, and other factors.
- Strict environmental control needed
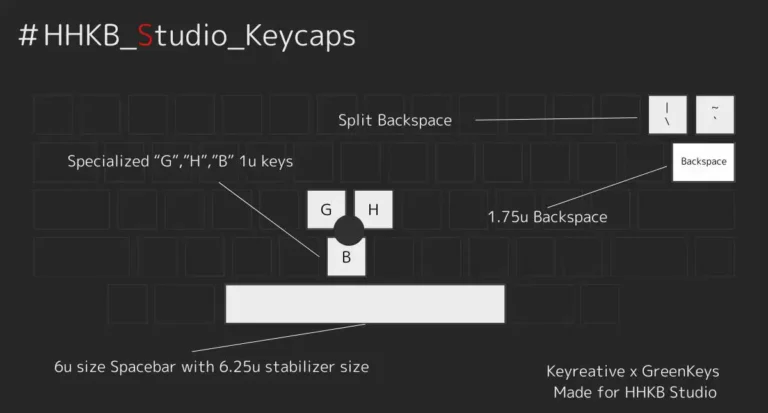
Vacuum Sublimation Method : used for five-sides sublimation (top + four side surfaces)
Advantages:
- Low equipment barrier – Can quickly set up production using standard commercial sublimation machines.
- Full-surface printing – Allows printing on all visible surfaces of the keycap.
Disadvantages:
- Difficult to control positioning & color consistency
- High cost of PET
- Color inconsistency on keycap Sides
- Longer production time,180–240 seconds
- Poor consistency in commercial machines – standard vacuum sublimation machines have limited adjustable parameters, making fine process control difficult.
Color & Color Space
Key points to note:
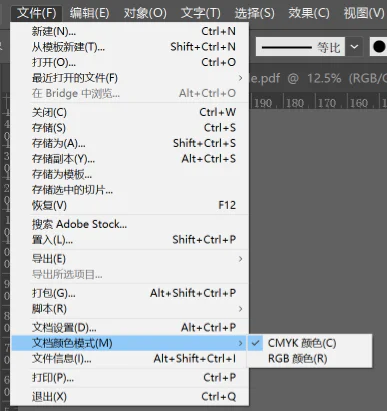
● RGB is the most commonly used color space for sharing images.However, for keycap design, we recommend using the CMYK color space.While its color range is relatively smaller, it produces colors that are closer to real-world appearance.
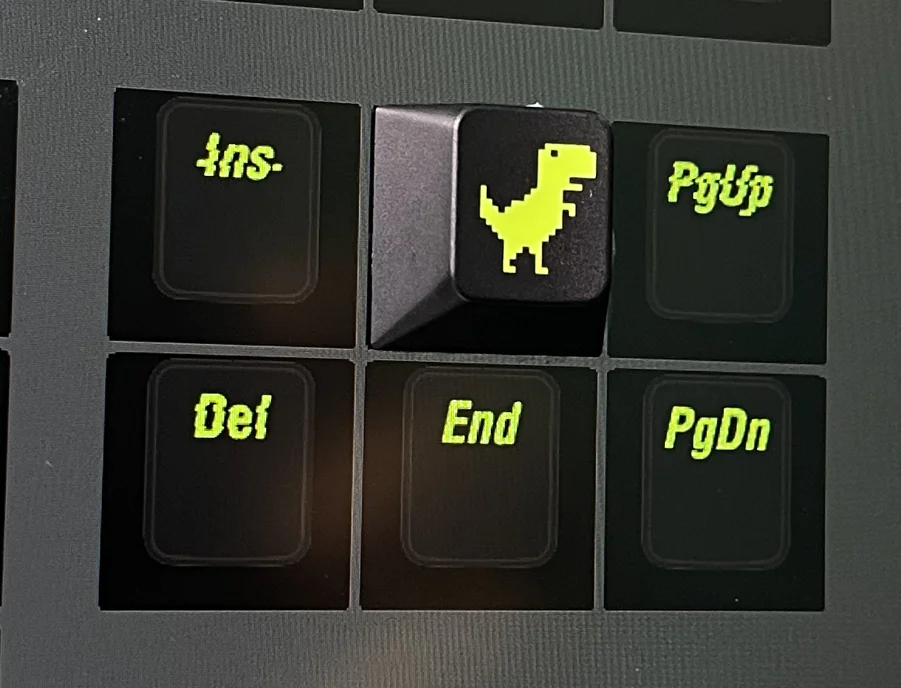
● Due to the color space limitations of CMYK, dye-sublimated prints cannot reproduce fluorescent colors—such as fluorescent green, magenta, etc.

● Using a monitor to compare colors is not an ideal reference standard. We strongly recommend using Pantone, RAL color charts, or physical color swatches for accurate color matching.
P.S. All color charts may fade over time. Professional designers are advised to purchase the latest editions annually.

Design Precision
There’s no need to pursue excessive detail.
● Scale your design to the actual keycap size on a 4K display – dye-sublimation can reproduce details visible to the naked eye.
● For line-based patterns, you can also use this method to determine the thinnest feasible line width.
Printing Position
Standard dye-sublimation offers more accurate positioning compared to 5-face dye-sublimation.
● Our positional tolerance standard is ±0.15mm from the design value.

Stretching & Gradient Effects
● In 5-sides dye-sublimation, side patterns may stretch and deform,taller keycaps exhibit greater distortion.
● For single-color side keycaps, gradient risks may occur. While we apply algorithmic compensation to minimize this issue, certain colors might still show unavoidable gradients.
Color Difference Standards
● During dye-sublimation production, we perform visual inspections and use colorimeters for color matching.
● The acceptable color difference (ΔE) standards are:
Between mass production and samples: ΔE < 2;Within the same batch: ΔE < 1.5
● Keycap samples and paper color swatches have different textures, making them difficult to match precisely. We strive to adjust the colors to closely resemble the paper swatches.
● However, colorimeters only provide one quantitative reference for color differences. In actual production, we sometimes observe noticeable visual discrepancies even when ΔE values are small. This is partly due to the human eye’s higher sensitivity to blue tones.
● Ultimately, we confirm and finalize the samples with the designer through physical approval and sealing.